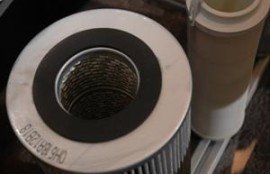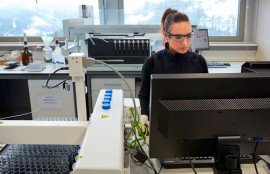
Descripcion: One of the most important but underestimated factors impacting the operation of turbines (both steam and gas) and other machinery is the condition of the oil, especially its “mechanical” cleanliness (presence of solid particles). Although the need for appropriate oil care is commonly accepted among power plants with regular maintenance practices, the cleanliness of the oil system interiors (piping, tanks, coolers, etc.) remains an issue. Problems caused by dirty oil systems in machinery such as turbo-generators, turbo-compressors, turbo-pumps and other large-scale oil systems (hydraulics, large stationary …
Continue reading: